
產品名稱:聚維酮碘消毒含漱液
產品類型:含漱劑
招商區域:全國
生產單位:陜西優智健康科學有限公司
批準文號:消準字
適用范圍:用于日常的口腔消毒保健,或牙科手術術后消毒,也可用于完整皮膚或小面積破損皮膚的創
面消毒。
產品規格:280ml/瓶×48瓶/件


產品名稱:聚維酮碘消毒含漱液
產品類型:含漱劑
招商區域:全國
生產單位:陜西優智健康科學有限公司
批準文號:消準字
適用范圍:用于日常的口腔消毒保健,或牙科手術術后消毒,也可用于完整皮膚或小面積破損皮膚的創
面消毒。
產品規格:480ml/瓶×24瓶/件


產品名稱:納米銀乙醇免洗消毒也
產品類型:噴劑
招商區域:全國
生產單位:陜西優智健康科學有限公司
批準文號:消準字
適用范圍:適用于環境空氣,物體表面及手和完整皮膚的消毒。
產品規格:100ml/瓶×160瓶/件


產品名稱:納米銀乙醇免洗消毒也
產品類型:噴劑
招商區域:全國
生產單位:陜西優智健康科學有限公司
批準文號:消準字
適用范圍:適用于環境空氣,物體表面及手和完整皮膚的消毒。
產品規格:60ml/瓶×200瓶/件


善水固體碘伏消毒噴劑
產品特點:
一秒成粉
三秒成膜
低溫鎮痛
快速止血止痛 、 促進傷口愈合、 減少疤痕形成、促進褥瘡、潰爛、糖尿病足的傷口愈合
產品使用注意事項:
1. 距傷口保持10-15cm
2. 點壓式按壓
3. 無需包扎
銷售渠道: 診所 藥店 醫院外科 醫藥超市
使用場景:廚房、戶外,外科急診,運動場所

陜西優智健康科學有限公司是座落于西安市高新區,依托高新區先進的科技生產力發展成長起來的一家集研發、生產、銷售為一體的保健品及消毒用品的企業。公司自成立以來,一直致力于全新一代消毒劑及保健食品、預包裝食品、乳制品、美容化妝品、醫療器械的研究、開發技術轉讓;健康信息咨詢(不含診療服務);保健品(不含保健食品)、消毒用品(不含危險化學品)、洗劑用品、化工產品(不含危險、監控、易制毒化學品)的生產、銷售。公司希望經過努力的發展,主導產品能逐步占領市場。
陜西優智健康科學有限公司擁有強大的、精良的科研隊伍,配備先進、完善的機能評定、理化分析實驗室,有力保障了產品研發、技術支持和品質管理。
我們堅持以客戶為根本,以質量為導向,秉承誠信、守時、科學、嚴謹的服務精神;本著誠信為本,價格合理,供貨及時的理念。憑借成熟的生產配方,過硬的技術力量,先進的生產設備,面向全國誠招各省、市代理商。我們始終認為客戶的成功就是我們價值的體現。我們將一如既往地貫徹“真誠合作,誠信雙贏”的經營理念,與您攜手再創輝煌。


想要更好地做好護膚,我們首先得了解自己屬于何類型膚質,這樣我們層可以更好地對癥下藥,也更好如何選取護膚產品;那么我們皮膚類型分為以下四大類型:A.油性肌膚B.干性肌膚C.中性肌膚(也稱完美肌膚)D.混合性肌膚很多朋友可能會疑問?敏感性肌膚不是嗎,其實敏感肌膚不屬于皮膚類型,它是屬于我們的皮膚問題之一。
1.油性皮膚類型的護理重點:清爽,控油,補水,合理保護如果跟風購買不適合的產品導致皮膚油脂增加,痘痘爆發,角質變厚,皮膚毛孔堵塞,肌膚受損,形成敏感肌膚,外油內干,過度控油也會讓肌膚加速衰老
2.干性皮膚類型的護理重點:那么大干皮的肌膚分為兩種人群a.健康護理者b.常年不怎么用護膚品的人干性肌膚護理我們做好滋潤,補水,保濕,鎖水,抗衰老常年不怎么保養護理的人切記不要一下上全套,很容易消化不良導致皮膚過敏,此時要一點點上每個步驟的產品
3.中性皮膚類型護理重點:我們都稱中性皮膚是完美的皮膚類型0毛孔無瑕疵,水油平衡但是很少有人一輩子都可以這樣,千萬不要任性啊!世上沒有后悔藥中性皮膚護理重點:維持這種狀態,做好抗衰老的準備和養白,抗氧化的護膚
4.混合性肌膚的護理重點及誤判定情況:夏天容易誤診為油性,冬季容易錯覺認為干性!16歲以后80%的人群都是混合型肌膚,混合型肌膚一年護膚品最少要配3個配方!a.夏季清爽水分充足b.春秋做好預防c.冬季做好滋養d.分區域對待護理

人自25歲以后,眼部周圍的皮膚就開始出現黑眼圈、魚尾紋、眼袋、肉芽、浮腫等問題。眼部周圍的皮膚預防和護理是十分重要的。眼部護理的7個誤區一起來看看吧!
誤區1、25歲以后開始使用眼部皮膚護理產品,25歲前保養皮膚可以防患未然,讓皮膚的問題狀況減少許多。眼霜對絕大部分人來說,都是必須的,不能簡單根據年齡判斷是否需要使用眼部護理品,而要根據膚質、氣候、環境等情況來決定是否使用及使用何種眼部護理品。
誤區2、面霜可以代替眼霜,用普遍營養霜代替眼霜是絕對不可以的!有些人認為眼霜和面霜是一回事。眼霜更細膩、高級一點,且價格昂貴。有些人認為用質量可靠的面霜完全可以代替眼霜,常常將營養面霜當作眼霜涂抹于眼部周圍。其實這樣是非常不科學的!
誤區3、眼部護理品用量越多效果越好,眼部皮膚極薄,用得太多,眼部皮膚不但不能吸收,相反更會變成眼部皮膚的負擔,加速眼部皮膚的衰老。
誤區4、只在晚上睡覺前使用眼部皮膚護理產品。眼部皮膚護理產品的用法和面部皮膚保養品一樣,應該早晚都用,而不應該想起來就用,想不起來就不用。
誤區5、眼部皮膚護理產品能根治魚尾紋,在當今醫學美容領域,暗瘡、黑斑、皺紋的醫治被稱為三大難題。對于眼部皮膚,已經產生皺紋、眼袋和黑眼圈來說,使用眼部皮膚護理產品其實相當于「亡羊補牢」,因此,聰明的女人應該防范于未然,在沒有皺紋時就使用眼霜。
誤區6、眼部皮膚護理產品只有眼霜一種,隨著化妝品的細化和專業化,當今眼部皮膚護理產品已是形形色色,多種多樣。針對不同的眼部皮膚問題,應該根據不同的年齡和個人情況而設計,要根據自己的眼部問題和季節環境等挑選購買。
誤區7、眼霜只用于眼尾處。面部最早出現的皺紋是眼角的魚尾紋,人們常常用眼霜在眼角做與皺紋垂直的按摩。這是很正確的,但面部最早松弛的區域幷非是眼角皮膚,而是眼睛下方的皮膚,其次才是上眼皮。最先出現黑眼圈和眼袋,再出現皮膚下垂。這個區域衰老沒有魚尾紋顯眼,卻更加脆弱,會因為細小的積累而突然出現很顯眼的衰老的外觀,一定要防微杜漸。

夏天到了,長期在空調房上班的妹子,皮膚容易干燥起皮,導致上妝都難,那么該怎么辦呢?今天就和大家分享一些防止皮膚干燥的方法,幫助大家解決煩惱。
1潔膚去角質
皮膚長期沒有去角質,就會導致角質在肌膚的表層堆積起來,造成皮膚干燥,護膚品很難吸收,這些角質如果僅僅使用潔面乳是無法清理干凈的,必須要使用去角質的產品,可以選用溫和的產品,每次洗完臉后,將臉部擦干,取適量的產品涂在臉上,順時針按摩,兩分鐘之后就清水清洗干凈即可。
2鎖水保濕
面對干燥的皮膚,補水是一定要做的,但補水的同時,保濕的工作也不可馬虎,因為補水和保濕是一樣重要的,如果沒有做好鎖水保濕,之前的補水就相當于白費了,所以大家需要選擇一款效果好的鎖水保濕的產品,此外,晚上睡覺前,你也可以敷一張補水面膜,增加肌膚的補水效果,能夠有效減輕肌膚干燥。
3眼睛、嘴唇的護理除了臉部皮膚的護理之外,眼睛和嘴唇也是不容忽視的,晚上洗完臉之后,記得用熱毛巾敷三分鐘作用的嘴唇,敷完之后,嘴唇上起的干皮不要用手撕掉,用棉簽將軟化后的死皮輕輕擦掉,然后一定記得再涂上潤唇膏。眼睛部位同樣重要,每次給臉部涂完爽膚水之后,記得給眼部涂上眼霜,步驟很簡單,就可以改善干燥的問題。
4注意補充維生素
維生素E有很強的抗氧化效果,能夠防止肌膚老化,還能促使肌膚光滑,而維生素C有助于保持皮膚彈性,防止皮膚干燥。因此在日常生活的飲食中應當有意識地選擇含維生素C和維生素E豐富的食物。
就像大家習以為常的刷牙是口腔護理行為一樣,鼻腔沖洗也是一種鼻腔護理手段,但是長期以來一直沒有獲得人們的認識和接受,其實鼻腔沖洗已經早在歐洲鼻竇炎治療指南中被列為推薦級別,近年來我國在鼻竇炎術后鼻腔沖洗的治療操作也在逐步推廣。鼻竇炎術后沖洗也日漸變成一項常規治療行為,作為非專業人員的普通患者,對鼻腔沖洗又有多少了解呢?
鼻腔是人體除口腔外與外界溝通的重要通道,鼻腔沖洗就可以把鼻腔內的有害物質清除,使鼻腔獲得一個干凈的環境、使鼻腔功能可以正常運作,鼻腔上上呼吸道的最前端,鼻腔功能正常,對預防和治療呼吸道疾病、包括鼻腔本身疾病尤為重要。
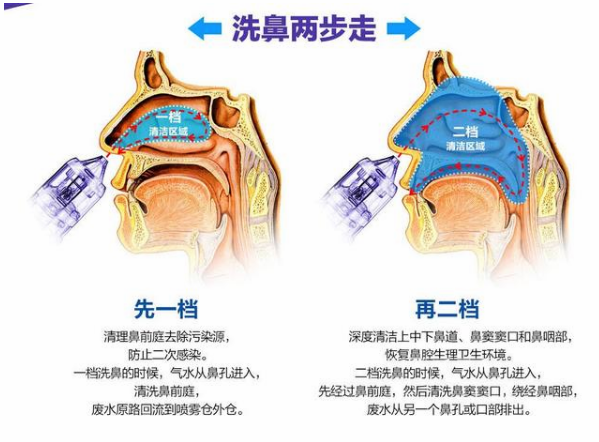
鼻腔沖洗器是鼻腔沖洗必備儀器,市場上很多類型各異的鼻腔沖洗可供選擇,無論如何,鼻腔沖洗都是一種用于清洗鼻腔的工具。通過手對彈性瓶體施加壓力的大小和松弛速度的快慢而調解和控制單向出水閥和單向進氣閥的開關,將專用的洗鼻劑送入鼻孔,流經鼻前庭(露在頭部外面的部分)、鼻竇、鼻道繞經鼻咽部,或從一側鼻孔排出,或從口部排出。通過以上路徑,借助于生理鹽水水流的沖擊力,將鼻腔內已聚集的致病菌及污洉排出,從而使鼻腔恢復正常的生理環境,恢復鼻腔的自我排毒功能,達到保護鼻腔的目的。
手動氣囊洗鼻器:結合了水壓和脈動的組合技術,可使溫鹽水流有效到達鼻腔和鼻竇的各個部位;
氣水式鼻腔沖洗器:采用納米技術原理與空氣動力學、流體動力學相結合,將生理鹽水氣化為20m水顆粒,除了用于鼻腔、鼻竇沖洗;用于鼻咽癌等術后護理效果更好。
哪些人適合使用鼻腔沖洗這種治療呢?
1、鼻腔手術患者,鼻腔圍手術期者術前術后輔助治療;
2、各類鼻炎、慢性鼻竇炎、鼻息肉患者鼻腔腫瘤放、化療后處理患者鼻腔分泌物增多,需要鼻腔沖洗患者;
3、特殊行業從業者,長期從事與粉塵較嚴重的;
4、上呼吸道感染患者的輔助治療,包括各類鼻炎患者;
5、鼻后滴漏綜合征患者鼻涕倒流經常要清喉嚨或咳嗽;
6、萎縮性鼻炎鼻腔干燥需要生理鹽水噴鼻劑噴筆濕潤鼻腔
7、經常因感冒流鼻涕,或過敏流鼻水而引起鼻塞;
8、經常鼻腔粘膜干燥的普通人群;
鼻腔沖洗對人體的益處有哪些呢?
1. 減輕鼻腔充血狀態。
2. 鼻腔分泌物可以被輕松地清除掉,恢復鼻腔正常功能。
3. 可以減少長期使用抗組織胺、抗生素等鼻炎藥物。
4.操作簡單,安全無副作用,孕婦等特殊人群不受限制。
5.物理治療方法恢復和促進鼻纖毛的正常功能。
鼻腔沖洗是一種近乎物理治療行為,副作用小,孕產婦均不受限制,這樣一個利好操作,我們應該在執行中有哪些值得注意之處呢?
1.鼻腔沖洗器是一種器械產品,有自己獨特的操作規范,鼻腔沖洗前一定參照說明書進行。
2.沖洗時不要說話或吞口水,不要用鼻子呼吸,不要捏著兩側鼻子擤鼻。
3.個人用品,嚴禁交叉使用,避免交叉感染。
4、禁忌癥 : 鼻腔大面積創傷者; 嚴重氯化鈉代謝障礙和過敏者,鼻腔惡性腫瘤活動期或者特殊體質患者,如白血病等。
鼻腔沖洗大多數有效成分為生理鹽水,或者是同類產品。理論上認為:生理鹽水清洗鼻腔無任何副作用,但如果使用洗鼻器去進行清洗鼻腔的時候,要掌握住這個洗鼻器的壓力,如果擠壓太用力,會導致生鹽水通過鼻咽部進入到中耳腔繼而引發中耳炎。
對于嬰幼兒或者兒童,最好去使用生理性海水鼻腔噴霧劑進行清洗鼻腔,也就是氣水式鼻噴器。





















